SMC_ToolLengthCorr (FB)
FUNCTION_BLOCK SMC_ToolLengthCorr
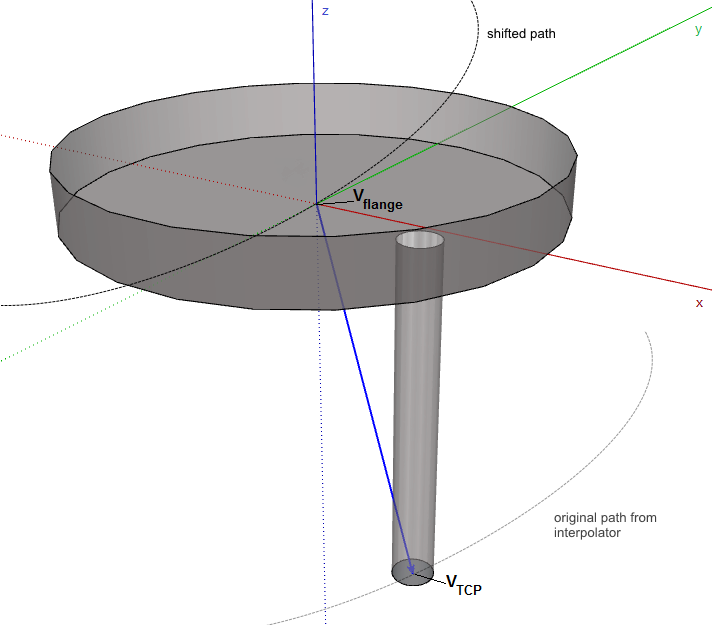
This function block compensates the tool length offset (e.g. of a drill, commanded with G43) relative to the tool holder flange. In other words, it creates a shifted path by substracting the given tool length offset vector adToolLength from the machine's flange to the TCP from the set position pi, taking into account its current orientation. The orientation of the flange's coordinate system given by piIn.dA, piIn.dB, piIn.dC``gets interpreted according to ``eOriConv. The following illustration shows a drill mounted to the flange with offset. Note, that in this common example the tool length points into negative z-direction.
With bForwardTrafo set to FALSE (default) this function block is intented to be used between SMC_Interpolator and a backward transformation:
Vflange= VTCP- RABC * Vtool
With bForwardTrafo set to TRUE this function block can also be used with a forward transformation:
VTCP= Vflange+ RABC * Vtool
This function block does not perform a tool radius correction. Furthermore the tool length should not be changed while a tool radius correction is active, since this would lead to a jump in the path.
If the tool length correction creates a path shifted in a 3D direction without having activated 3D mode, SMC_NCDecoder signals error SMC_SMB_ONLY_3DMODE.
| InOut: |
|