CNC-Editor Grundlagen
In DIN 66025 können Sie grundsätzlich bis zu 9-dimensionale Bahnen realisieren, wobei drei Dimensionen nicht linear interpoliert werden. In X/Y/Z können Sie Linien, Kreisbögen, Ellipsen, Parabeln und Splines programmieren. Sie haben weitere acht so genannte Zusatzachsen zur Verfügung. Davon werden fünf linear interpoliert (P/Q/U/V/W) und drei mit einem Polynom vom Grad 3 (A/B/C). Der Interpolator berechnet für jeden Satz im CNC-Programm den Verfahrweg. Dabei berechnet der Interpolator den Verlauf des Wegs, der Geschwindigkeit, der Beschleunigung und des Rucks entprechend der angegebenen Interpolation. Für jede programmierte Bahn erzeugt CODESYS automatisch eine globale Datenstruktur, die CNC-Daten, die in einem IEC-Programm verwendet werden kann.
Hierfür gibt es verschiedene Möglichkeiten:
-
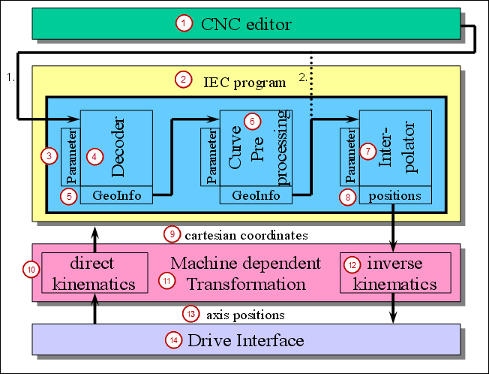
SMC_CNC_REF: Das CNC-Programm wird als Array aus G-Code-Worten abgelegt, die zur Laufzeit der Applikation mit Hilfe vonSMC_NCDecoderverarbeitet werden. Das Ergebnis ist die CNC-Bahn, beschrieben als Sequenz von GEOINFO-Strukturobjekten. Diese können mit Hilfe von Bahnvorverarbeitungsmodulen der Bibliothek SM3_CNC, wie beispielsweise Werkzeugradiuskorrektur, bearbeitet, interpoliert, transformiert und dem Drive-Interface wieder zur Kommunikation an die Hardware übergeben werden. -
SMC_OUTQUEUE: Das CNC-Programm wird als Liste von GEOINFO-Strukturobjekten mit NamenSMC_OUTQUEUEin eine Datenstruktur geschrieben und kann so direkt in den Interpolator eingegeben werden. Im Vergleich zuSMC_CNC_REFmüssen dadurch der Decoder-Funktionsbaustein und die Bahnvorverarbeitungs-Funktionsbausteine nicht aufgerufen werden. Jedoch kann dadurch das Programm zur Laufzeit nicht verändert werden und es können in diesem Modus keine Variablen im G-Code verwendet werden. -
FILE: Das CNC-Programm wird als ASCII-Datei im Dateisystem der Steuerung gespeichert und zur Laufzeit schrittweise ausgelesen und umgesetzt. Diese Methode eignet sich vor allem für große Programme, die nicht komplett im Speicher gehalten werden können. Ebenso eignet sie sich für Programme die vom Anwender nach dem Übersetzen der Steuerungsapplikation generiert wurden.
Aufbau des CNC-Editors
Der CNC-Editor besteht aus folgenden Komponenten:
-
Haupteditor: Text- oder Tabelleneditor: im Texteditor wird das DIN 66025 Programm dargestellt, im Tabelleneditor wird die CNC-Bahn dargetellt.
-
Grafischer Editor: hier wird die grafische Ansicht der Bahn angezeigt.
-
Ansicht Eigenschaften der CNC-Elemente
-
Ansicht Werkzeuge: enthält Werkzeuge für das Auswählen und Einfügen von Bahnelementen
Mit Drücken von F6 wechselt der Fokus zwischen dem Haupteditor und dem grafischen Editor. Wenn ein Bahnelement im grafischen Editor selektiert wird, dann ist implizit im Texteditor oder im Tabelleneditor der zugehörige Satz oder die zugehörige Zeile ausgewählt. Umgekehrt wird ein im Tabellen- oder Texteditor selektiertes Element im grafischen Editor ebenfalls selektiert. Änderungen im grafischen Editor werden im Text- oder im Tabelleneditor übernommen und umgekehrt.
Applikationsweite CNC-Einstellungen werden im Objekt CNC-Einstellungen vorgenommen und gespeichert.
Objektweite CNC-Einstellungen werden im Dialog Eigenschaften des CNC-Objekts vorgenommen und gespeichert.
Kompilieren eines CNC-Objekts
Der Übersetzungsmodus wird beim Hinzufügen eines neuen CNC-Objekts ausgewählt und kann bei Bedarf im Dialog Eigenschaften, Registerkarte CNC des CNC-Objekts geändert werden. Abhängig von diesem Übersetzungsmodus wird während des Kompilierens ein Funktionsbaustein des Typs SMC_OutQueue, des Typs SMC_CNC_REF oder eine ASCII-Datei mit der programmierten CNC-Bahn erzeugt.
Wenn im Dialog Eigenschaften, Registerkarte Übersetzen des CNC-Objekts die Option Vom Übersetzen ausschließen aktiviert ist, werden keine IEC-Daten generiert. Beim Übersetzungsmodus File werden dann keine Daten auf die Steuerung geladen.
Öffnen eines CoDeSys V2.3-Projekts
Wenn Sie in CODESYS V3 ein CoDeSys V2.3-Projekt öffnen, steht ein Konverter zur Verfügung, der folgende Funktionen ausführt, vorausgesetzt wird eine SoftMotion-Steuerung verwendet:
-
Jedes CNC-Porgramm wird in ein CNC-Objekt mit gleichem Namen und Implementierungstyp DIN 66025 umgewandelt. Hier wird auch der Übersetzungsmodus, die Queue-Größe und die Startposition des konvertierenden Programms ebenso wie der Status der Satzunterdrückung übernommen.
-
Wenn im CNC-Programm imCoDeSys V2.3-Projekt die Option Vom Übersetzen ausschließen aktiviert ist, wird diese Option übernommen.
-
Das Objekt CNC-Einstellungen wird automatisch erzeugt.
-
Alle CNC-Objekte werden unterhalb einer SoftMotion-fähigen Applikation eingeordnet.
Siehe auch